Aggregates Sizer - Features
Aggregation Analysis System for Biopharmaceuticals
Messprinzip
Wie kann die Laserbeugung dazu nutzen eine Partikelkonzentration zu emritteln?
Die Abbildung zeigt Streulichtintensitätsdaten, die mit unter unterschiedlichen Konzentrationen gemessen wurden.
Die Verteilung des Beugungsmuster auf den Sensorelementen sind gleich und die jeweilige vom Detektor erfasste Lichtintensität ist proportional zur Partikel-Konzentration.
Bisher konnte aus der Partikelgrößenverteilung nicht die Konzentration ermittelt werden.
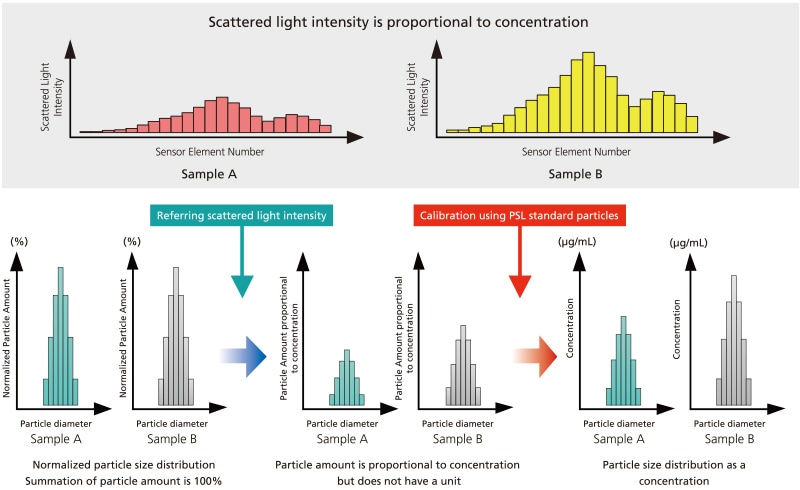
Der Unterschied zwischen den Proben A und B kann nicht durch eine Partikelgrößenanalyse unter Verwendung einer normalisierten Partikelkonzentration, deren Summe 100 % beträgt, ausgewertet werden.
Aus der Streulichtintensität lässt sich die Patikelkonzentration berechnen - sie ist proportional zur Partikelmenge. Eine Kalibrierung mit einem PSL-Standardpartikel (Polystyrollatex) ermöglicht die Quatifizierung der Partikelgrößenverteilung.
Prinzip der statischen Laserbeugung (mit violettem Laser)
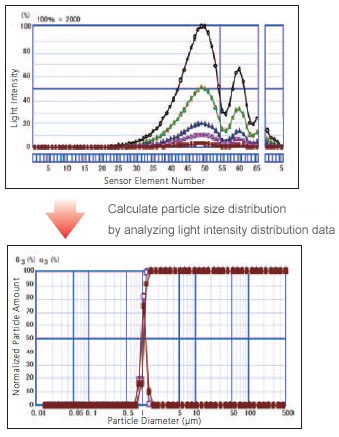
Die Lichtverteilung des Beugungsmusters ermöglicht die Berechnung des Partikeldurchmessers.

Wenn ein Partikel mit einem Laserstrahl bestrahlt wird, wird ein Teil des Lichts gebeugt und gestreut. Die Intensität des Streulichts variiert mit dem Streuwinkel und beschreibt ein räumliches Intensitätsverteilungsmuster, ein sogenanntes „Lichtintensitätsverteilungsmuster“. Wenn der Partikeldurchmesser groß ist, konzentriert sich das vom Partikel emittierte Streulicht in der Vorwärtsrichtung (also der Richtung des Laserstrahls) und wird nur in kleinen Winkeln gestreut. Im Vergleich zu dem in Vorwärtsrichtung abgestrahlten Licht ist die Intensität des gesamten anderen Lichts äußerst gering.
Mit kleiner werdendem Partikeldurchmesser breitet sich das Muster des Streulichts nach außen aus. Je kleiner das Teilchen wird, desto stärker wird das zur Seite und nach hinten abgestrahlte Licht. Das Verteilungsmuster der Lichtintensität wird "kürbisförmig" und breitet sich in alle Richtungen aus. Es besteht ein mathematischer Zusammenhang zwischen dem Partikeldurchmesser und der Veteilung des Beugungsmuster. So kann der Partikeldurchmesser durch die Erfassung des Beugungsmusters bestimmt werden kann.
Violetter Laser ermöglicht genaue Messungen ultrakleiner Partikel
Das Beugungsmuster variiert im Verhältnis zur Partikelgrößenverteilung kaum, wenn die Partikelgröße auf wenige zehn Nanometer absinkt. Das ist auch der Grund für die untere minimal bestimmbare Partikelgröße der statischen Laserbeugung. Ein violetter Laser erzeugt bei ultrakleinen Partikelgrößen deutlichere Unterschiede im Beugungsmuster als ein roter Laser. Daher wird hier ein violetter Laser eingesetzt, um die Messung von ultrafeinen Partikeln im Nano-Bereich zu ermöglichen.
Messung von Partikelgruppen
Die Messung der Partikelgrößenverteilung erfolgt nicht an einzelnen Partikeln, sondern an Partikelgruppen, die aus einer großen Anzahl von Partikeln bestehen. Partikelgruppen enthalten Partikel unterschiedlicher Größe, und das von einer Gruppe emittierte Beugungsmuster setzt sich aus dem gesamten Streulicht zusammen, das von allen einzelnen Partikeln emittiert wird. Durch die Erfassung und Analyse dieses Beugungsmusters kann die Partikelgrößenverteilung, also welche Partikelgrößen in welchen Anteilen vorhanden sind, ermittelt werden. Das ist das Grundprinzip der statischen Laserbeugung.
Optisches System im Aggregat-Messgerät
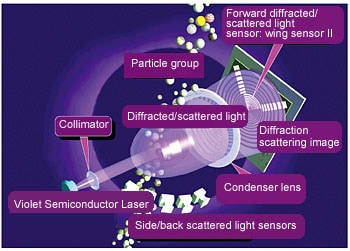
Der von der Lichtquelle (Halbleiterlaser) emittierte Laserstrahl wird mit einem Kollimator in einen dicken Strahl umgewandelt, der auf die Partikelsusoension gerichtet wird. Das von den Partikeln in Vorwärtsrichtung in einem Winkel von bis zu 60° emittierte Streulicht wird mit einer Linse konzentriert und konzentrische Streubilder werden auf einem Detektor erfasst, der im Abstand der Brennweite positioniert ist. Dieses Licht wird mit dem Wing-Sensor erfasst, in dem zahlreiche Lichtsensoren konzentrisch angeordnet sind. Das seitlich und nach hinten abgestrahlte Streulicht wird mit Seiten- und Rückstreusensoren erfasst. So werden die Beugungsmuster erfasst.
Lichtintensitäten und Datenverarbeitung
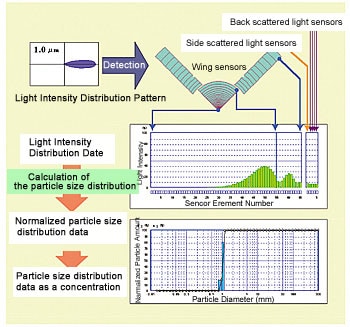
Mit dem Aggregates Sizer werden Partikelgrößenverteilungen anhand der Beugungsmuster berechnet. Der Ablauf Messung und Datenverarbeitung ist im Diagramm links dargestellt. Bei der Messung wird der gesamte Bereich von der Erfassung der Muster bis hin zur Berechnung der Partikelgrößenverteilung in einem Prozess ausgeführt und die Partikelgrößenverteilung ausgegeben. Bisher konnte durch die Partikelgrößenanalyse mittels Laserbeugungsmethode nur eine normalisierte Partikelmenge ermittelt werden, deren Summe immer 100 % beträgt. MIt dem Aggregates Sizer kann neben der Partikelgrößenverteilung auch eine Konzentration (Einheit: μg/ml) ermittelt werden, indem die Streulichtintensität mit einer Kalibrierung mit PSL-Standardpartikeln verglichen wird.
Mit einem einzigen System können Partikelgrößen im Bereich von 100 nm bis 10 µm erfasst werden
Partikelkonzentrationen (µg/ml oder Partikel/ml) können mit der WingSALD bio, einer speziellen Software für den Aggregates Sizer, quantitativ ausgewertet werden.
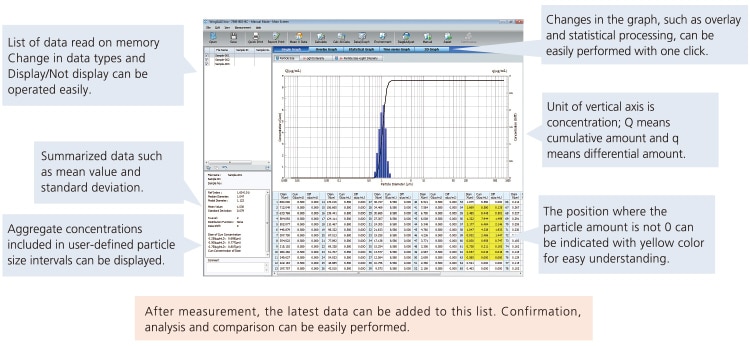
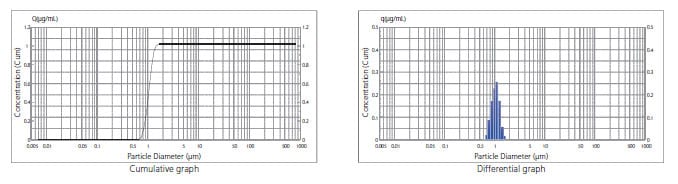
Kumulative Diagramme werden mit Polylinien angezeigt. Diese geben die kumulierte Gesamtmenge an Partikeln an, die gleich oder kleiner als die auf der horizontalen Achse angezeigte Partikelgröße sind, und stellen diese als numerischen Wert Q (µg/ml oder Partikel/ml) auf der vertikalen Achse dar.
Differenzialdiagramme werden mit Histogrammen angezeigt. Diese geben die Menge der im Partikelgrößenbereich enthaltenen Partikel an, die auf der horizontalen Achse als numerischer Wert q (µg/ml oder Partikel/ml) auf der vertikalen Achse angezeigt werden.
Hohe Linearität zur Konzentrationsberechnung
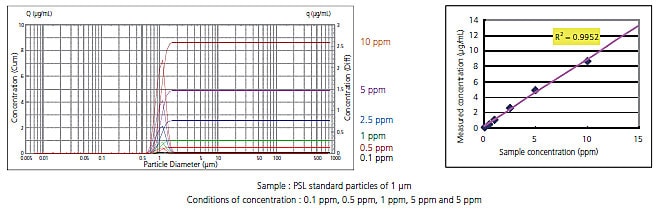
Die vertikale Achse zeigt die gemessenen Konzentrationen nach Aggregatgröße und die horizontale Achse zeigt die Konzentration als Messbedingungen von 0,1 ppm, 0,5 ppm, 1 ppm, 5 ppm und 5 ppm an. Dieses Diagramm zeigt die Linearität von Konzentrationsbestimmungen mit dem Aggregates Sizer.
Hohe Wiederholgenauigkeit
Das robuste optische System der Laserbeugungsmethode ermöglicht die genaue Messung des Streulichts.
Die Tabelle zeigt Messergebnisse mit einem PSL-Standardpartikel von 1 μm, wobei die Konzentrationen verändert wurden (0,5 ppm, 1 ppm, 2,5 ppm und 5 ppm), um die Wiederholbarkeit zu prüfen. Die CV-Werte liegen überall unter 3 %.

Hohe Auflösung – Mehrere Peaks exakt erfassen
Die Intensität des von größeren Partikeln gestreuten Lichts ist höher und ändert sich häufig innerhalb des kleinen Vorwärtswinkels. Im Gegensatz dazu ist die Intensität des Streulichts von kleinen Partikeln sehr gering und ändert sich innerhalb des großen Winkels langsam.
Der Aggregates Sizer nutzt den Wing-Sensor II, der aus 78 konzentrischen Sensorelementen besteht und dessen Fläche von der Mitte nach außen logarithmisch zunehmen kann. Daher kann der Wing-Sensor II effektiv das Streulichtintensitätsmuster eines breiten Partikelgrößenbereichs erfassen und ermöglicht eine hohe Auflösung.
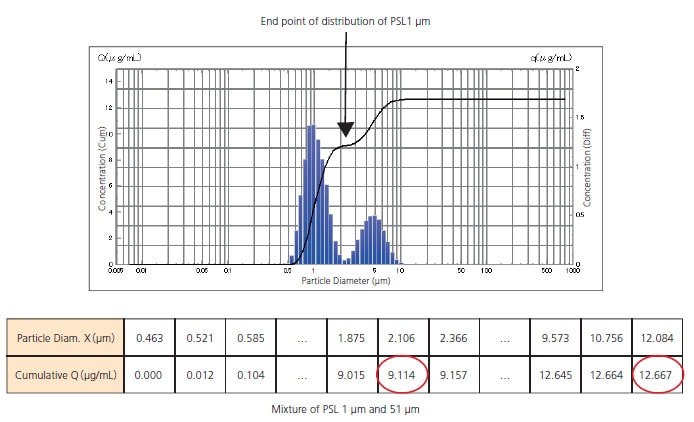
Die Grafik und die Tabelle zeigen, dass die Konzentration von PSL 1 μm 9,114 μg/ml und die von PSL 5 μm 3,553 μg/ml beträgt, was durch Subtraktion von 9,114 vom Gesamtwert von 12,667 μg/ml berechnet werden kann.
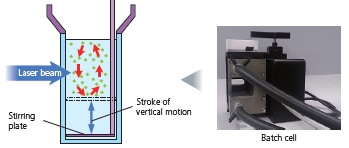
Temperaturkontrolle
Der Aggregat Sizer für Biopharmazeutika kann eine temperaturgesteuerte Messzelle nutzen. Dadurch können Aggregate gemessen werden, ohne dass Temperaturschwankungen die Aggregatbildung beeinflussen, selbst bei mechanischen Belastungstests, die aufgrund der Batch-Zellenrührfunktion länger dauern als normale Messungen. Darüber hinaus wurde die Mikrozellengröße von 400 μL auf 125 μL verringert, sodass kleinste Probenmengen gemessen werden können.
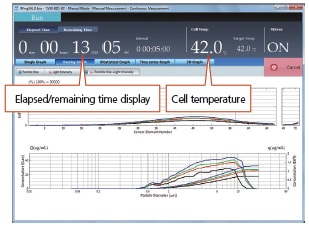
Mit der optimierten kontinuierlichen Messfunktion lässt sich die Aggregatbildung schneller bestimmen
Mit der kontinuierlichen Messfunktion können bis zu 200 Partikelgrößenverteilungen automatisch (Änderungen im Laufe der Zeit) in Abständen von nur 30 Sekunden gemessen werden. Während der Messung kann das System aus den aktuellen Messdaten sowie der verstrichenen und verbleibenden Zeit eine Echtzeit-Partikelgrößenverteilung anzeigen und mit der Verarbeitung der bisher gemessenen Daten beginnen. Damit kann der Prozess der Aggregatbildung schnell und einfach dargestellt werden.
Das System nutzt ein Umwälzthermostat um die Probe zu heizen oder zu kühlen und mit dem die Probe auf einer konstanten Temperatur im Bereich von 20 bis 42 °C gehalten werden kann (Temperaturgenauigkeit von ±1 °C).
Folglich kann Aggregatbildung unter Bedingungen konstanter Temperatur bewertet werden.
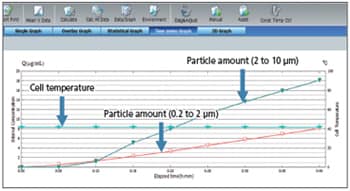
Kein Polysorbat hinzugefügt
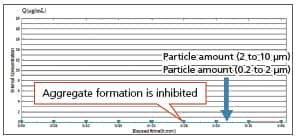
Polysorbat hinzugefügt
| Probe | Rinder-Gammaglobulin |
| Lösung | Phosphatpuffer (pH 7,4, mit 150 mM NaCl) + Polysorbat-20 |
| Probenkonzentration | 1 mg/ml |
| Bedingungen | Mit Rührer gerührt (in 5-Minuten-Intervallen für 40 Minuten bei konstanter Temperatur von 25 °C) |
Zellvolumen auf 125 μL reduziert
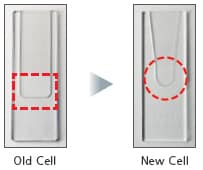
Das zur Messung benötigte Probevolumen wurde von 400 μL auf 125 μL reduziert. Darüber hinaus werden die Mikrozellen nunmehr komplett aus Quarzglas hergestellt, so dass die Zellen chemisch (alkalisch) oder per Ultraschall gereinigt werden können.
Zusätzliche nützliche Softwarefunktionen
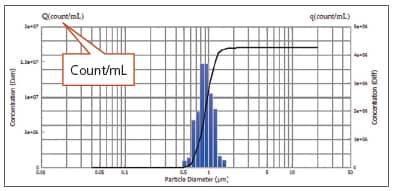
Konzentration als Anzahl anzeigen (Anzahl/ml)
Zusätzlich zu den Massenkonzentrationswerten, die bei früheren Modellen angezeigt wurden (μg/ml), kann die Konzentration jetzt auch in Form der Anzahl der Aggregate pro Milliliter (Anzahl/ml) angezeigt werden.
Bewertung der Aggregatmengen innerhalb eines beliebigen angegebenen Partikelgrößenbereichs
Es können Daten für dieselben Partikelgrößenintervalle angezeigt werden, die mit anderen Techniken ermittelt wurden (z. B. für Partikelzähler). Diese Funktion ermöglicht die Bewertung der Partikelaanzahl in bestimmten Partikelgrößenintervallen.
Spezifikationen
| Aggregate-Sizer mit Temperaturkontrolle | |
| Batch-Zelle (mit Temperaturkontrolle) | |
| Material | Quarzglas, PTFE (Trichter/Kappe) |
| Erforderliches Flüssigkeitsvolumen | Ca. 5 ml |
| Rührmechanismus | vertikale Bewegung der Rührplatte |
| Rührplattenmaterial* | Edelstahl, Glas, PEEK |
| Mikrozelle (mit Temperaturkontrollfunktion) | |
| Material | Quarzglas, PTFE (Kappe) |
| Erforderliches Flüssigkeitsvolumen | 125 μL |
| Temperaturbereich | 20 bis 42°C, konstante Temperatur |
| Genauigkeit der Temperaturregelung | ±1°C |
| Betriebsumgebung | Temperatur: 10 bis 30 °C, Luftfeuchtigkeit: 20 bis 80 % |
| Kühl-/Wärmethermostat | |
| Hersteller | JULABO |
| Modell | F25-ME |
| Computersteuerung | RS-232C-Verbindung |
| Dimensionen und Gewicht | B230 mm x T420 mm x H610 mm, 31 kg |
| Erforderliche Stromversorgung | 100 V Wechselstrom, 13 A, 50/60 Hz |
* Das System umfasst drei Arten von Batch-Zellen-Rührplatten aus drei verschiedenen Materialien (Edelstahl, Glas und PEEK), die üblicherweise für die Herstellung oder Lagerung von Biopharmazeutika verwendet werden.